 English
English Русский
Русский Español
Español العربية
العربية
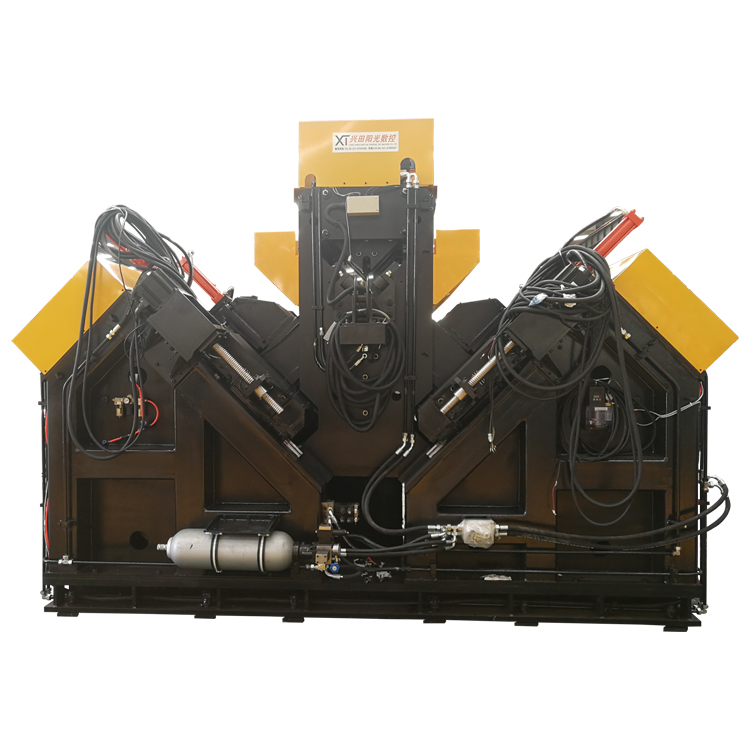
Машина для сверления угловых отверстий
Примите технологию ЧПУ, подачу серводвигателя, с высокой эффективностью, стабильной точностью работы.
▲ Ключевые гидравлические, пневматические и электрические элементы являются отечественными и международными брендами.
▲ Легкое программирование и может напрямую использовать данные программы, сделанные программным обеспечением лофтинга.
▲ Программное обеспечение с китайским, английским интерфейсом, простое управление и может отображать рисунок заготовки.
Погрузка, маркировка, бурение и разгрузка выполняются автоматически. Просто нужно ввести размер заготовки, диаметр отверстий, стадии и количество заготовки при редактировании программы, или использовать cad/CAM лофтинг программного обеспечения прямого преобразования. На линии обработки установлено опорное и прямое прессовое устройство. С избеганием функций сдвига, чтобы обрабатывать фиксированные углы длины. При самодиагностике функционируют сбои. Стрижка является опциональной, с использованием двойной резки лезвий.
Краткое введение
JGZ-H Высокоскоростное бурение, разметочная линия угловой стали с ЧПУ - это специальное оборудование для высокоскоростного углового сверления и штамповки стали, которое недавно разработано и разработано нашей компанией. Машина управляется системой числового управления. Конструкция всей машины компактна, что значительно повышает эффективность производства.
2. Базовая конфигурация машины
2.1 Механическая часть
| Серийный номер | Пункт | JGZ2532H |
| 1 | Общая длина | 30000mm |
| 2 | Количество кормового стола | 4 групп |
| 3 | Количество опрокидывающих таблиц | 4 групп |
| 4 | Количество кормления драйвера | 1 комплект |
| 5 | Длина прохода подачи | 16700mm |
| 6 | Длина хоста | 2650mm |
| 7 | Длина готового прохода | 10000mm |
| 8 | Пневматическая система управления | 1 комплект |
| 9 | Гидравлическая система управления | 1 комплект |
| 10 | Направление кормления | В соответствии с требованиями пользователя |
| 11 | Покупатель несет ответственность за деталь | Встроенные плиты и анкерные болты, необходимые для цементного фундамента и оборудования места установки, должны быть подготовлены по чертежу фундамента, предоставленному поставщиком |
2.2 Список основных компонентов:
| Лол | Имя | Модель | Изготовитель | |
| Основные электрические компоненты | ||||
| 1 | ПЛК | Япония ЯСАКАВА | ||
| 2 | Серводвигатель и сервопривод оси A / B | 2 кВт | Япония Панасоник | |
| 3 | Серводвигатель и сервопривод шпинделя | 2 кВт | ||
| 4 | Серводвигатель и сервопривод оси X | 5 кВт | ||
| 5 | Главный двигатель | 11 кВт | Шанхай SNMA | |
| 6 | Датчик | 11 кВт | СИМЕНС | |
| 7 | Бизнес-компьютер | ЖК-экран | Китай Lenovo | |
| 8 | Фотоэлектрический переключатель | Измерение длины | Корея AUTONICS | |
| 9 | Переключатель хода | TZ-8104 | Тайвань ТЕНД | |
| 10 | Поворотный энкодер | Обнаружение | Япония ОМРОН | |
| 11 | Бесконтактный переключатель | Нормальский открытый | Корея AUTONICS | |
| 12 | Нормаль закрыть | |||
| Основные гидравлические компоненты давления | ||||
| 1 | Электромагнитный клапан переключения | Италия ATOS | ||
| 2 | Обратный клапан дымовой трубы | Италия ATOS | ||
| 3 | Италия ATOS | |||
| 4 | Редукционный клапан | Италия ATOS | ||
| 5 | Редукционный клапан дымохода | Италия ATOS | ||
| 6 | Электромагнитный переливной клапан | Италия ATOS | ||
| 7 | Клапан регулирования скорости | Италия ATOS | ||
| 8 | Регулирующий клапан направления | Италия ATOS | ||
| 9 | Италия ATOS | |||
| 10 | Клапан переполнения дымовой трубы | Италия ATOS | ||
| Основные пневматические компоненты | ||||
| 1 | Коляска | Верхний цилиндр | Тайвань AirTAC | |
| 2 | Зажимной цилиндр | Тайвань AirTAC | ||
| 3 | Электромагнитный газовый клапан | Тайвань AirTAC | ||
| 4 | Разгрузочный конвейер | Цилиндр опрокидывания | Тайвань AirTAC | |
| 5 | Электромагнитный газовый клапан | Тайвань AirTAC | ||
| Основные механические компоненты | ||||
| 1 | Установка для дирлинга | Механизмы измельчения | БТ40 | Тайвань КЕНТУРН |
| 2 | Линейный направляющий | Тайвань ХИВИН | ||
| 3 | Винт Бэлл | Тайвань ХИВИН | ||
3. Технические параметры машины
| Лол | Пункт | JGZ2532H |
| 1 | Диапазон размеров углов | 130*130*10-360*360*35mm |
| 2 | Макс. Длина заготовки | 12000mm |
| 3 | Длина готового прохода | 10000mm |
| 4 | Диапазон регулировки стадионов | 40-340mm |
| 5 | Диаметр сверления | Φ17-Φ40mm |
| 6 | Максимальная скорость сверления шпинделя | 6000 об/мин |
| 7 | Количество буровых шпинделей | Каждая сторона 3, всего 6 |
| 8 | Отверстие шпинделя | БТ40 |
| 9 | Способ зажима инструмента | Пневматический нож для игры, Стержень протяжки |
| 10 | Количество осей ЧПУ | 9 |
| 11 | Мощность двигателя переменной частоты бурового шпинделя | 6 * 15 кВт |
| 12 | Серводвигатель кормящего водителя | 5кВт |
| 13 | Маркировочное усилие (кН) | 1200 |
| 14 | Количество групп набора текста | 1 Группа |
| 15 | Количество символов | 18 |
| 16 | Размер символа (мм) | 14X10X19 |
| 17 | Максимальная скорость подачи (м/мин) | 90 |
| 18 | Способ охлаждения | Распылительное охлаждение под высоким давлением |
| 19 | Суммарная мощность машины (кВт) | Около 120 кВт |
| 20 | Режим программирования | Ввод с помощью клавиатуры, RS232, CAD флоппи-дисковода и usb-интерфейс |
| 21 | Метод смазки | Оснащен автоматической смазкой |
| 22 | Точность изготовления | Допуск диаметра отверстия: 0-0,8 мм |
| Dmax-Dmin: Dmax-Dmin: ≤1.2mm | ||
| Угловое отклонение стали: ≤0,7 мм | ||
| Погрешность перпендикулярности отверстия: ≤0,03 тмм (T - толщина заготовки), и не более 2 мм |
4. Рабочая среда
| 1 | Электропитание | Трехфазная четырехпроводная система |
| 2 | Напряжение | 415В±10% |
| 3 | Частота | 50Гц |
| 4 | Рабочая температура | 0℃-40℃ |
| 5 | Относительная влажность | <90% Без конденсации |
| 6 | Сжатый воздух | Давление: 0,8 МПа |
5. Введение в конфигурацию машины
Машина в основном состоит из стола подачи, поворотного стола подачи, канала подачи, тележки подачи, сверлильного блока, типографского блока, канала готового материала, электрической системы, гидравлической системы, системы охлаждения и т. Д.


